


種(zhǒng)材料注塑.jpg)

2.jpg)



念-20x13-1.jpg)

.jpg)
.jpg)


支持-16x9-1.jpg)
理-16x9-1.jpg)
理念-20x13-1.jpg)










-1")


成型.jpg)






東莞市快活影院模具有限公司(sī)成立於 2007 年(nián),現有員工100餘人,坐落於被譽為“中國模具重鎮”的東莞市長安鎮。以“精密模具”為中心的拓展經營,MIM模具、MIM 金屬粉(fěn)末注射成型、無塵注塑、液態矽膠注塑為一體化整體解決方案。
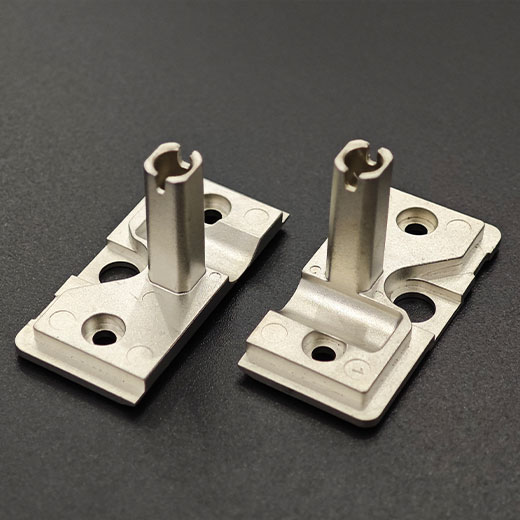
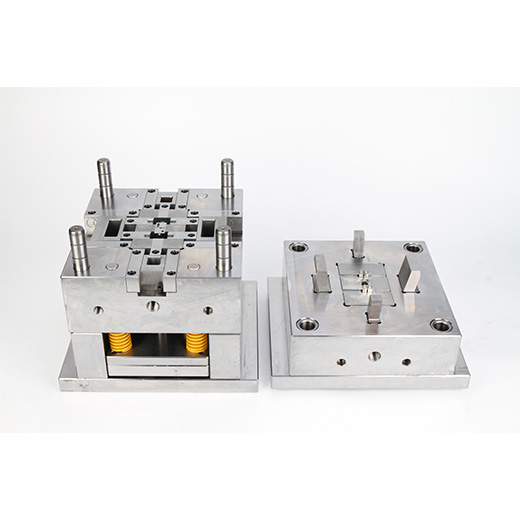
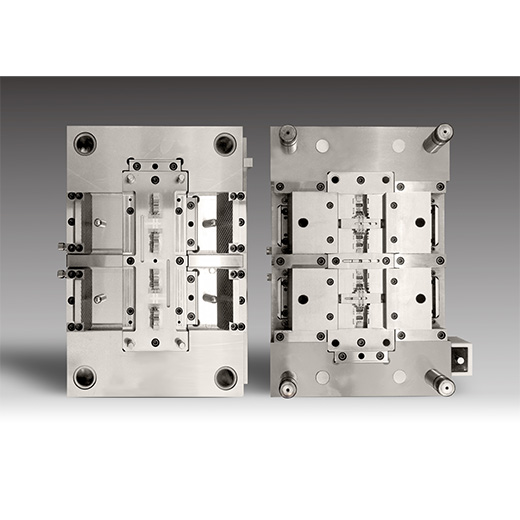
依托自主精密模具開發優勢,快活影院將 MIM 模具設計製造、金屬(shǔ)粉末注射成型、脫脂燒結及後處理深度整合,專注於複雜結構、小型(xíng)高精度金屬零部件的規模化生(shēng)產,MIM 零件致(zhì)密度可達 96%~99%,力學性能接近甚(shèn)至媲美鍛造件,同時材料利(lì)用(yòng)率高、廢料少(shǎo)。相比傳統 CNC 加(jiā)工或精密鑄造,在中大批量生產下可顯(xiǎn)著降低單(dān)件綜合成本,兼顧性能與經濟性。
持續的技術創新與穩定(dìng)的量產能力,使快活影院模具逐步成長為值得(dé)信賴的 MIM 金屬粉末注射解決方案製(zhì)造商,廣泛服務於醫療器(qì)械(xiè)、電子通訊、汽車及精密(mì)機械(xiè)等行業。




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}